Il existe de nombreuses sortes de goupilles qui ont toutes des fonctions spécifiques.
On distingue deux groupes principaux: les goupilles cylindriques et les goupilles coniques
LES GOUPILLES SONT DES PETITES TIGES CYLINDRIQUES OU LÉGÈREMENT CONIQUES USINÉES PAR DÉCOLLETAGE. GÉNÉRALEMENT EN ACIER 20AP, ELLES PEUVENT ÉGALEMENT ÊTRE RÉALISÉES EN MAILLECHORT OU EN LAITON.


LES GOUPILLES CYLINDRIQUES
Les goupilles de positionnement (1,2).
Elles servent à positionner une pièce sur le mouvement pour faciliter sa fixation ultérieure. Ainsi, un pont muni de deux goupilles de positionnement, appelées communément pieds de pont, sera plus facilement placé sur la platine avant d’être vissé. Les pieds peuvent être chassés dans les ponts ou dans la platine.
Les pieds vis ou piliers (3,4).


Ces goupilles filetées au centre sont une bonne alternative aux goupilles de positionnement. Elles permettent d’assurer le positionnement et le serrage sur un seul point. Outre le gain de place, elles présentent l’avantage de pouvoir percer et rectifier des trous de grand diamètre dans la platine ou les ponts.
Le pied vis est facilement interchangeable mais ne convient pas aux très petites pièces de type ressort.
Les goupilles de limitation (5).
Elles se trouvent dans l’échappement à ancre. Chassées dans la platine, elles servent à limiter les déplacements angulaires de l’ancre.

LES GOUPILLES CONIQUES
Les goupilles d’assemblage.

Elles sont généralement utilisées pour assembler les pièces en acier.
Leur base conique les rend facile à chasser.
Elles sont placées dans les trous outres des aciers tels que les cadratures ressorts, leviers ou crémaillères, pour des raisons esthétiques (développées plus loin; mais surtout pour un excellent maintien.
De leur forme conique identique à celle des alésoirs généralement utilisés pour façonner les trous, elles adhèrent aux parois sur toute la longue
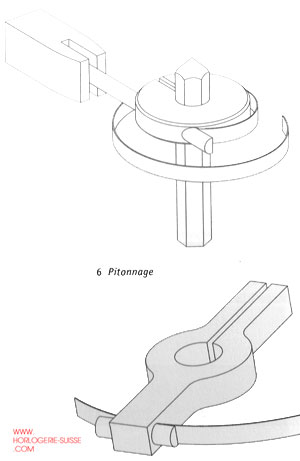
La goupille conique en laiton.
Cette petite tige est utilisée pour fixer le spiral, de part et d’autre sur la virole et le piton (pitonnage) (6)

LA QUALITÉ D’EXÉCUTION
De la qualité d’usinage dépendra la qualité de finition.
Les goupilles sont décolletées avec une grande précision donnant des états de surface de N6 voire N5 qui atteignent des valeurs de rugosité de 0,04mm. Cette qualité est nécessaire à l’obtention d’un fini impeccable lors du polissage.
Comme les vis, les goupilles sont décolletées dans leur forme définitive (bout arrondi ou bout plat), exceptée la surépaisseur de 0,01 mm prévue pour un bout poli bombé et 0,02mm pour un bout poli noir.
Malgré la précision du décolletage, il reste des tétons d’environ 0,02mm. Ces bavures étant totalement inacceptables dans le haut de gamme, le polissage les fera disparaître.
Afin de faciliter le travail de chasse, les bouts des goupilles sont usinés d’emblée avec un angle de 15 à 20° (1,2)
LA QUALITÉ D’ASSEMBLAGE
Pour satisfaire les exigences du haut de gamme, les goupilles doivent être parfaitement adaptées aux mouvements. Il en existe donc une multitude, avec des diamètres différents.
Optimisation oblige, une chasse de qualité nécessite tout autant de tasseaux et de poussoirs. Goupille exécutée avec soin et chassage effectué avec précaution sont de rigueur.
Perpendicularité du chassage.
Pour éviter la chasse en biais(3), la goupille est orientée par un poussoir percé, adapté au diamètre et à la longueur de la goupille.
Les tasseaux (6) ou enclumes qui servent de support doivent également être parfaitement ajustés.

Goupille adaptée.
Il est essentiel de choisir un diamètre de goupille bien adapté pour éviter un maintien trop lâche ou, à l’inverse, la formation d’une boursouflure (diamètre trop fort). Afin de remédier à ce genre de problèmes, on prévoit un chanfrein poli au bord du trou (4).
Polissage des trous.
Dans le but d’éviter toutes rayures ou stries sur le bout de la goupille chassée, les parois du trou sont adoucies et polies avec un outil de forme cylindrique (alésoir) ou légèrement conique (équarrissoir). Les éventuelles bavures qui pourraient abîmer le polissage sont ainsi éliminées au passage(5).

BOUT PLAT, ARRONDI OU GOUPILLE CONIQUE?
Trou outre.
Pour des raisons mécaniques (facilité d’extraction des bavures ou d’une goupille cassée), il est préférable que les trous passent outre la pièce. L’extrémité des goupilles est alors visible et le soin apporté aux finitions prend tout son sens.
Le choix entre un bout poli plat ou poli bombé est dicté par le style et la cohérence de l’ensemble. On note cependant une prédominance de bouts bombés qui conviennent mieux au style généralement classique des montres haut de gamme.
La goupille conique est parfaitement recommandée pour la rendre totalement invisible. Elle est chassée en laissant dépasser un léger excédent de matière qui sera ensuite écrasé, comblant l’écart, aussi minime soit-il, par rapport au bord du trou. Ainsi, lors de la décoration (perlage, brouillage, etc.), la goupille est totalement noyée dans la pièce (7,8)


Trou borgne.
Dans ce cas, le bout est invisible. Le choix d’une goupille cylindrique est dicté par le côté fonctionnel, à savoir une chasse régulière et une bonne tenue. Un cassé d’angle et un léger polissage facilitant la chasse et évitant les bavures suffiront.
LES GOUPILLES, les méthodes
LES MÉTHODES MODERNES D’USINAGE DES GOUPILLES
Les décolleteuses actuelles à commandes numériques sont capables d’usiner des goupilles avec une précision exceptionnelle, produisant des états de surface de rugosité N6 voire N5. Tous les types de goupilles peuvent être usinés dans leur forme finale, anglage compris.
Celles en acier sont solidifiées par trempe et revenu avant d’être polies.
Les méthodes de polissage varient en fonction des quantités mais surtout en fonction des exigences de qualité.
LES MÉTHODES MODERNES DE FINITION DES GOUPILLES
LE POLISSAGE DES GOUPILLES

Au tonneau (1).
Les goupilles sont placées en vrac avec des corps d’ébavurage ou de polissage dans des tambours. Le polissage se fait automatiquement par brassage.
Cette méthode industrielle donne un bon résultat, un brillant uniforme sur toute la surface de la goupille.
Le polissage des bouts marqués pendant la chasse peut être repris manuellement.

Électrolytique.
Les goupilles sont trempées dans un électrolyte et soumises à l’action d’un courant électrique qui attaque les aspérités, nivelant ainsi la surface.
En prolongeant l’opération et en diminuant la tension du courant on obtient un polissage régulier qui pourra encore être perfectionné manuellement.
Par roulage (2).
Dans ce cas, la goupille est décolletée avec un peu plus de longueur pour permettre la prise sur l’encoche demi-circulaire de la rouleuse. Une meule circulaire vient alors l’écrouir jusqu’au diamètre désiré. Cette opération produit une usure comparable à celle d’une lime douce.
CHASSAGE DES GOUPILLES
Chassomat automatique.
Il existe actuellement, pour les moyennes séries, des machines à chasser semi-automatiques. Les goupilles sont placées dans un bol et aspirées par un tube adapté à leur diamètre. Au moyen d’un bras ou buse poussoir, elles sont chassées une par une sur un pont ou une platine placé sur un posage. L’orientation, face aux trous, est automatique.
Chassomat semi-automatique.
Pour les grandes séries, le système est comparable au précédent, mais les ponts ou platines sont placés, en grand nombre, sur des posages superposés. Ces derniers viendront se positionner automatiquement pour recevoir les goupilles.
LES MÉTHODES ARTISANALES DE FABRICATION ET DE FINITION DES GOUPILLES

Restauration, nécessité d’une dimension particulière, retouche d’une taille ou d’un diamètre sont autant de raisons qui peuvent amener l’horloger à façonner une goupille de manière totalement artisanale.
LE POLISSAGE DES GOUPILLES
Au tour (1).
Une tige d’acier trempé revenu ou de laiton est fixée dans la pince du tour. Son diamètre est affiné au burin et sa longueur ajustée à la lime.
Le poli bombé ou, plus rarement, le poli noir du bout est obtenu au brunissoir. Un traitement à la diamantine peut augmenter la brillance.
La tige de la goupille est polie au brunissoir sur toute sa surface.
À la main (2).
Une tige d’acier est fixée dans un mandrin à main et roulée sur un bois d’étau. Elle est ébauchée avec une lime grossière puis amenée au diamètre désiré avec une lime plus fine.
La finition du cylindre passe par un adoucissage avec une pierre fine (3) et un polissage au brunissoir ou au fer à polir avec de la diamantine.
CHASSAGE DES GOUPILLES
Pour les petites séries haut de gamme, les goupilles sont chassées à l’aide d’une potence, une par une, avec beaucoup de précautions.
La potence est un outil muni d’un porte-outil dans lequel est introduit un poussoir adapté à la goupille, voire fait sur mesure.
Le pont ou la platine est posé sur une enclume ou un tasseau également adapté à la pièce.
La goupille est chassée dans son trou alésé en abaissant le poussoir sur le pont ou la platine.
Si le poussoir et l’enclume sont parfaitement adaptés, la goupille sera parfaitement chassée.
PERPENDICULARITÉ, CONCENTRICITÉ, RÉGULARITÉ DE SURFACES: SONT LES CRITÈRES DE QUALITÉ D’UNE GOUPILLE DESTINÉE À UN MOUVEMENT HAUT DE GAMME. UNE TELLE QUALITÉ D’EXÉCUTION N’A DE SENS QUE SI LE CHASSAGE EST RÉALISÉ AVEC TOUTES LES PRÉCAUTIONS NÉCESSAIRES.


Textes de Caroline Sermier sur l’initiative de Giulio Papi
Mai 2008