À l’instar de la finition, la décoration vient embellir la montre mais d’une manière différente.
LA GRAVURE


À L’INSTAR DE LA FINITION, LA DÉCORATION VIENT EMBELLIR LA MONTRE MAIS D’UNE MANIÈRE DIFFÉRENTE. DANS LE PREMIER CAS, L’APPARENCE DE LA PIÈCE ELLE-MÊME EST AMÉLIORÉE ET PARFAITE DANS LES MOINDRES DÉTAILS. DANS LE SECOND, ELLE EST ORNÉE DE DÉCORS TELS QUE GRAVURE, CISELAGE, GUILLOCHAGE, CÔTES DE GENÈVE, PERLAGE, SOLEILLAGE, ETC.
Cependant, l’esthétique ne doit ni nuire au bon fonctionnement du mouvement, ni masquer un quelconque défaut de fabrication. L’art horloger prend alors une dimension sans égal. L’oeil de l’expert saura reconnaître la «griffe» des véritables artistes.
Les gravures sont des dessins, des ornements, des chiffres ou des lettres figurant sur Les pièces d’un mouvement ou sur les boîtes de montres. Exécutées suivant divers procédés, elles ont un rôle décoratif ou identificatoire.
La gravure comme élément d’identification de la montre.
Un certain nombre de gravures servent à identifier une montre: marque du fabricant, numéro de référence du calibre ou poinçons. Des renseignements personnels peuvent s’y ajouter et être gravés sur la platine, Les ponts ou la boîte de montre.

La gravure comme élément décoratif.
La gravure est également utilisée pour personnaliser et embellir une montre. Les motifs, gravés sur les pièces des mouvements ou sur les boîtes de montres, constituent de véritables ornements conférant à la pièce une personnalité proprement unique.
LES MÉTHODES
GRAVURES MODERNES
GRAVURE MÉCANIQUE (1;4) : Actuellement, la plupart des gravures de lettres ou de chiffres qui figurent sur les mouvements sont exécutées par des machines automatiques à commandes numériques.


GRAVURE CHIMIQUE :
La pièce à graver est recouverte d’un verni protecteur sensible aux rayons ultraviolets. Un film négatif représentant le dessin choisi est plaqué par-dessus avant de subir une irradiation aux UV couvrant les parties à préserver. La pièce est trempée dans l’acide qui n’attaque que le métal découvert. La concentration d’acide est fonction de la matière et de la profondeur de gravure désirée.
La gravure chimique permet de réaliser des motifs trèsprécis, d’une profondeur de quelques dixièmes de millimètres.
GRAVURE AU PANTOGRAPHE :
Les lettres, chiffres ou formes à graver sont inscrits sur des plaques métalliques (chablons) servant de guides à un bras articulé porteur d’un outil (diamant, burin ou fraise). Ce dernier reproduit le dessin de base à l’échelle voulue.
GRAVURE AU LASER :
La matière est balayée par un faisceau lumineux, guidé par une commande numérique.
Les gravures modernes ont un meilleur rendement mais aucune machine ne peut remplacer l’authenticité du fait main. De plus, certains repiquages ou volutes, par exemple, sont irréalisables à la machine alors que d’autres ont un rendu sensiblement différent. L’artisan se démarque en polissant la matière en même temps qu’il la creuse. Il est toujours possible de reprendre une gravure machine à la main, à l’aide d’un burin bien aiguisé, pour éliminer l’apparence mécanique peu esthétique.
Le métier d’artisan graveur est en voie de disparition car la maîtrise de l’art nécessite une connaissance approfondie des techniques et surtout une pratique constante; elle seule peut procurer la sûreté, l’habileté et la dextérité nécessaire.
GRAVURE ARTISANALE

GRAVURE EN CREUX :
Les graveurs recourent à un nombre varié de techniques. La forme La plus courante, la gravure en creux, consiste à dessiner un motif en le creusant dans le métal avec un burin. Dans un premier temps, l’artisan dessine à la pointe à tracer, sur la surface à décorer, l’inscription ou le motif à graver. La gravure est ensuite pratiquée par incisions dans la matière. Chaque graveur possède un assortiment d’environ 20 burins qu’il a préalablement façonnés afin de les adapter à ces techniques et aux dimensions spécifiques de ses mains.
DANS UN ASSORTIMENT DE BURINS À LA DISPOSITION DU GRAVEUR, ON DISTINGUE:
– Les onglettes pour une taille douce. Elles ont la forme d’une Lame plus ou moins épaissi avec deux faces arrondies.
– Les échoppes plates. Ce sont des onglettes à deux faces plates dont le tranchant est coupé par une troisième face qui élargit l’extrémité.
– Les gouges, échoppes plates dont la face intérieure est arrondie.
D’AUTRES OUTILS S’AJOUTENT À LA PANOPLIE:
– Les perloirs pour réaliser de petits bombés.
– Les brunissoirs pour brunir la surface du motif, au final.
– Le boulet de graveur, qui permet de donner une orientation idéale au travail.
– La loupe binoculaire pour la précision. Elle permet de grossir la vue jusqu’à 35x.

LE CISELAGE
C’est une technique opposée à la gravure en creux puisqu’il s’agit de faire ressortir le motif en creusant le métal autour. La ciselure est traditionnellement une gravure en relief pratiquée à l’aide d’un ciseau ou d’un burin.
LA MÉTHODE INDUSTRIELLE
Actuellement la frappe à la presse ou étampe remplace le ciselage manuel. Le résultat obtenu est net, sans bavure. La technique convient aux grandes séries mais ne permet aucune personnalisation esthétique.
LA MÉTHODE ARTISANALE

Les décors ou motifs en relief sont exécutés à la main, à l’aide d’une lame d’acier tranchante taillée en biseau, appelée ciselet ou petit ciseau. Par opposition à la gravure en creux, la matière est repoussée en la frappant avec un marteau et non enlevée.
Le travail est fini par un matage au ciselet consistant à rendre mate La surface pour mettre en valeur le motif. Ce type de travail demande de la dextérité, du savoir-faire et beaucoup de patience. Comme le graveur, le ciseleur fixe la pièce sur un boulet (demi sphère creuse, remplie de goudron) qui peut prendre toutes les inclinaisons possibles. Dans l’exercice de son art, le ciseleur dispose d’un marteau spécial et d’un assortiment de ciselets qu’il a lui-même forgés pour les adapter à sa main et à ses techniques.
GUILLOCHAGE

Le guillochage (1) est une technique de gravure en creux très ancienne (elle tiendrait son nom d’un ouvrier du nom de Guillot qui l’aurait «inventée»). Il s’agit d’une combinaison géométrique de droites et de courbes qui suscita un grand engouement au début du XIXème siècle. Les dessins, composés de lignes qui se croisent et s’entrecroisent, peuvent être extrêmement variés. Le guillochage fait appel à des qualités autant artistiques que techniques, notamment mécaniques. La complexité de ce travail et l’habileté nécessaire ont limité ce type de décoration aux montres de grand prix.
LA MÉTHODE INDUSTRIELLE
Les guillochis peuvent être obtenus avec des machines à commandes numériques, comparables à celles programmées pour La gravure. Cette méthode convient aux grandes séries mais ne permet aucune personnalisation.
LES MÉTHODES ARTISANALES
Les entreprises spécialisées et artisans guillocheurs sont aujourd’hui très peu nombreux. Le guillochage relève de l’artisanat à l’état pur. Il n’existe pas d’école pour la formation et les machines nécessaires ne sont plus fabriquées. Les marques de prestige ont recours à des machines anciennes très rares qu’elles restaurent. Les pièces à guillocher doivent être particulièrement soignées au niveau de la planéité pour éviter toute déformation des motifs. Elles sont en outre adoucies et matifiés avec de la pâte de finition, de manière à faire ressortir la marque du guide pendant le guillochage artisanal proprement dit.
GUILLOCHAGE
La technique la plus artisanale requiert une machine à guillocher traditionnelle qui permet d’enlever de la matière avec un burin. Toutes les matières précieuses peuvent être guillochées, des différentes sortes d’or au platine en passant par la nacre. En fonction du motif à réaliser, circulaire ou linéaire, le matériel utilisé est différent (tour à flinguer ou machine ligne droite). La qualité du guillochage dépend du respect de certaines conditions: Le burin doit être ajusté en fonction de la matière utilisée et de la profondeur désirée. Une hauteur correcte de burin est également essentielle afin d’assurer la régularité du motif. La pièce doit être mise à plat pour permettre au guide d’être en contact avec la surface d’une manière égale sur tout le pourtour.
BROCARDAGE
Ce type de machine ancienne permet de reproduire, sur un fond de boîte par exemple, un modèle préalablement gravé sur un moule. Avec ce genre d’outil, le travail est réalisé en une petite heure, soit dix fois plus rapidement qu’avec une machine à commande numérique. Le guillocheur travaille en parallèle avec le graveur pour la terminaison ou la retouche des pièces.
Quelle que soit la technique de guillochage choisie, le travail est parfait par un polissage qui apporte la brillance finale.
Métier de tradition, le guillochage reprend souvent des dessins anciens, classiques. Mais le guillocheur peut être amené à renouveler le genre, notamment pour accroître l’identité des marques. Son talent nécessite une bonne connaissance de la mécanique et des machines qu’il doit rénover et entretenir.
CÔTES DE GENÈVE
LES CÔTES DE GENÈVE SONT ÉGALEMENT CONNUES SOUS LES NOMS DE CÔTES DROITES OU VAGUES DE GENÈVE.
Ce type de décoration est généralement réservé à la surface visible des ponts. En effet, les côtes de Genève, purement décoratives, ne sont pas compatibles avec les surfaces fonctionnelles. Elles nuiraient à la précision en raison de la trop grande quantité de matière enlevée.


LES MÉTHODES INDUSTRIELLES
MACHINE SEMI-AUTOMATIQUE
Il existe actuellement des machines semi automatiques permettant de réaliser des côtes de Genève plus rapidement qu’à la main. Les pièces sont fixées sur un plateau à avance automatique et le motif est réalisé par un abrasif collé sous un tasseau. Il est ainsi possible de varier la largeur, la finesse, l’angle et L’écart, plus ou moins prononcé, entre les bandes de côtes.
MACHINE À COMMANDE NUMÉRIQUE
Il est également possible d’utiliser des machines à commande numérique qui font avancer, pas à pas, les pièces à décorer de côtes de Genève. Naturellement, ce système convient davantage aux grandes séries en donnant un résultat propre et régulier mais strictement uniformisé, sans la personnalisation du fait main.
LES MÉTHODES ARTISANALES
RÈGLE À DRESSER
Avec cette méthode, une des plus anciennes, la pièce à décorer repose sur une table en bois, trouée le long des bords. La règle à dresser, qui vient rayer la surface selon un mouvement régulier, est placée contre des goupilles. Ces dernières sont avancées le long de la table au fur et à mesure que le travail progresse.

TOURS
Les côtes de Genève peuvent également être réalisées avec un tour, sur lequel sont adaptés des tampons en bois très dur (buis), découpés au diamètre choisi et recouverts d’abrasif. Selon un mouvement de va et vient, l’abrasif marque la surface de stries parallèles, droites ou circulaires, qui forment les côtes.
LE PERLAGE
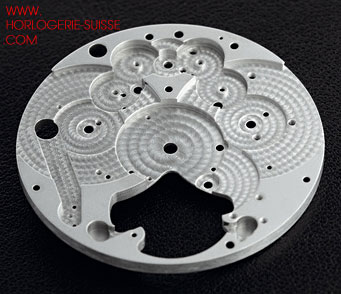
LE PERLAGE EST UN DÉCOR FORMÉ DE CERCLES À TRAITS CONCENTRIQUES TRÈS RAPPROCHÉS, VOIRE EMPIÉTANT LES UNS SUR LES AUTRES.
Il orne couramment les ponts, les platines, les fonds de noyures et les cadrans. Appellation la plus connue, le perlage a divers synonymes comme Œil de Perdrix, pointillage ou encore bouchonnage.
LA MÉTHODE INDUSTRIELLE
Les machines modernes permettant de réaliser un perlage sont encore peu répandues car très onéreuses. Elles sont à commande numérique et conviennent pour Les grandes séries. L’abrasif choisi doit être fonction de la profondeur voulue et renouvelé régulièrement pour la conserver.

LES MÉTHODES ARTISANALES
À LA MACHINE A PERLER (PERLEUSE) Jadis, le perlage était réalisé au moyen d’une tige en ivoire tournée manuellement sur la surface de la pièce enduite d’une pâte humide de poudre à poncer. De nos jours, des tampons abrasifs sont adaptés sur une perleuse.
La tige tournante est abaissée pour marquer la surface de la pièce, à intervalles réguliers, de petits cercles, formant ainsi le dessin. L’aspect du décor peut varier suivant l’espacement des perles.
L’AJOURAGE
L’ajourage, également appelé squelettage consiste à faire des ouvertures sur certaines pièces du mouvement. Il dévoile ainsi la beauté du mécanisme sans pour autant toucher aux parties vitales qui assurent le bon fonctionnement de la montre (logements des pierres, vis, secteurs où les rouages prennent appuis, etc.).
L’ajourage est pratiqué dans un but de transparence et d’esthétique. Après avoir dessiné le motif à ajourer, [‘artisan forme des petits trous dans lesquels il insère la lame d’une petite scie ou boc fil. Le travail de découpe peut alors commencer, en prenant soin de ne pas couper en biais. Pour finir un travail de squelettage, toutes les parois sont étirées afin de supprimer les marques de sciage et, généralement, les pièces sont anglées et décorées.
Les coqs (ponts de balancier), à l’origine de formes simples, étaient finement gravés ou ajourés dès le XVIIème siècle. Les thèmes variaient: animaux, fleurs, feuilles et visages. Le coq des montres à verge a toujours été considéré comme une petite œuvre d’art.
LE SOLEILLAGE
Le soleillage est une décoration, formée de lignes ayant toutes le même point d’intersection, qui donne à la pièce l’aspect d’un soleil. Cet ornement à traits rayonnants est réalisé au moyen d’une meule cloche qui tourne dans Le sens inverse de la pièce et est orientée de manière à obtenir des lignes droites passant par le même point de centre.

LE COLIMAÇONNAGE
Le colimaçonnage est un décor en forme de spirale, généralement effectué sur les rochets, Le trottoir des ponts, les masses oscillantes, les barillets ou encore les couvercles de barillets. Cette décoration est obtenue au moyen d’une meule que l’on fait tourner sur La surface de la pièce en l’orientant de manière à obtenir des traits en forme de spirale.

LE CERCLAGE
Le cerclage est une forme d’adoucissage qui donne des traits circulaires fins et apporte de la brillance. Généralement, seules les surfaces visibles des roues sont cerclées. Cette décoration est réalisée en appuyant un bâton de pierre d’ardoise ou un cabron sur La surface d’une pièce qui tourne.
LA GALVANOPLASTIE
LA GALVANOPLASTIE EST UN ART A PART ENTIÈRE DONT LES APPLICATIONS SONT OMNIPRÉSENTES EN HORLOGERIE.
Il s’agit de déposer par électrolyse sur le métal une faible couche d’un autre métal (nickel, or, rhodium). Son épaisseur peut varier de 0,01mm pour un flash, à 0.20mm pour un plaquage.
Ce revêtement, d’abord appliqué à des fins esthétiques, assure également une protection contre l’oxydation. Le dorage, par exemple, protège et améliore l’apparence des pièces en laiton qui ont tendance à se ternir rapidement. Il existe différentes nuances de couleurs dorées, allant de la teinte la plus jaune (IN) à la plus rouge (5N).
Traditionnellement, l’or était dissous dans du mercure avant d’être étendu sur les surfaces de laiton. Ensuite, les pièces étaient chauffées sur un feu de charbon pour que s’évapore le mercure, Laissant le seul dépôt d’or. Aujourd’hui, la galvanoplastie s’est généralisée.
La galvanoplastie permet d’obtenir un fini comparable à celui de la méthode traditionnelle. Le procédé par électrolyse est en outre plus propre et plus aisé.
LA PRÉPARATION
Dans un premier temps, La surface doit être minutieusement polie car le métal appliqué la recouvrira sans en modifier la texture donc sans dissimuler les éventuels défauts ou raies. Ensuite, pour que l’adhérence des couches soit réussie, les pièces doivent être parfaitement dégraissées et nettoyées. Pour ce faire, elles sont suspendues à un fil de cuivre, passées dans un agent dégraissant puis trempées dans un mélange d’acide sulfurique et d’acide nitrique, dilué avec de l’eau, et enfin rincées à l’eau chaude.
LA MISE EN COULEUR
Au cours de la galvanoplastie proprement dite, les pièces sont suspendues dans une solution ion de cyanure de potassium qui continent le métal colorant, de l’or par exemple. Une anode est en suspension dans la solution chauffée à environ 80°. Un fil positif est fixé à l’anode et un courant continu passe à travers la pièce. En règle générale, l’abaissement de la temperature et du courant produit une couleur plus pale. Mais il est également possible de nuancer les teintes en modifiant les composants.
Pour finaliser le travail, les pièces sont nettoyées dans un bain d’eau savonneuse à ultrasons avant d’être rincées à l’eau chaude puis à l’alcool pour enlever les traces d’eau qui pourraient tacher. Elles sont alors immédiatement recouvertes de sciure de bois, ce qui évite le séchage à l’air libre susceptible de provoquer une condensation.
Pour classer la perfection d’une montre, chaque détail doit être pris en considération afin d’obtenir le meilleur résultat en qualité de finition et en esthétisme. En effet, l’oeil d’un expert pourra, en fonction de l’état de surface obtenu, définir la méthode de travail utilisée qui s’avère parfois être un véritable label de qualité de finition.
L’esthétique ne doit en aucun cas représenter une compensation a une déficience technique et ne doit pas non plus nuire au bon fonctionnement de la complication: la montre reste et restera un appareil de mesure du temps. Toutefois, un produit de haute technicité n’en demeure pas moins un objet dont la qualité esthétique est déterminante lors de l’achat.
La belle horlogerie est en fait une rencontre entre l’homme et son histoire, le mariage d’un savoir-faire traditionnel et d’une technologie de pointe, associés dans la recherche du plus-que-parfait.
PROPORTIONS HARMONIEUSES, REMARQUABLE QUALITÉ D’EXÉCUTION: LE FRUIT D’UNE PASSION AU SERVICE DE L’HÉDONISME DU CLIENT AVERTI.
CONCLUSION
L’AMATEUR ÉCLAIRÉ, LE COLLECTIONNEUR PASSIONNÉ, POURRAIT-IL ACCEPTER QUE SON GARDE-TEMPS NE SOIT PAS UN OBJET UNIQUE?
Cette unicité réside surtout, on l’a vu, dans les finitions et les ornements réalisés par des spécialistes de la décoration horlogère.
En dépit de la volonté clairement affichée des manufactures de haut de gamme de maintenir cette tradition, existerait-elle encore, si la touche unique de L’artiste pouvait être remplacée par une machine? Rien n’est moins sûr… Heureusement, ces finitions artisanales, à ce degré de perfection, sont encore inadaptées à l’industrialisation, et ce, pour deux principales raisons:
D’une part, dans certains cas, la machine ne parvient tout simplement pas techniquement à réaliser le travail. C’est le cas pour les coins rentrants par exemple ou encore le polissage noir.
D’autre part, les faibles quantités de pièces produites dans le haut de gamme conduiraient à des délais et à des coûts d’investissement beaucoup trop élevés. La finition manuelle est donc encore actuellement beaucoup mieux adaptée à la petite série.
Textes de Caroline Sermier sur l’initiative de Giulio Papi