L’anglage est une finition particulièrement minutieuse qui participe grandement à la beauté du mouvement. il souligne le pourtour des pièces d’horlogerie et crée un jeu de reflets lumineux. Fait main, il exalte l’authenticité de l’art horloger.
L’ANGLAGE, PRÉAMBULE
Cette finition consiste à supprimer les arêtes entre la surface et les flancs et à former un chanfrein ( ou biseau ) qui, au final, sera poli.
L’inclinaison du chanfrein est généralement de 45 degrés.
L’anglage permet d’éliminer les bavures restantes sur les arêtes après usinage qui, outre leur caractère inesthétique, pourraient nuire au bon fonctionnement du mouvement mécanique. De plus, le polissage, s’il est essentiellement esthétique, limite la corrosion.

LES EXIGENCES D’UN BEL ANGLAGE
La surface de l’angle doit être régulièrement plane ( sauf pour un angle bercé )
La largeur de l’angle doit rester constante, ses arêtes bien parallèles
Un anglage ne doit pas vriller telle une pale d’hélice
Les facettes sont inacceptables
La qualité du polissage doit permettre un maximum de reflets lumineux
Le travail doit apparaître net et soigné, y compris sous la loupe
Un angle bercé est un angle légèrement bombé. Comme un angle plat, il doit être parfaitement régulier, sans rayure, vrillage ou facette.
A PROPOS DES COINS
Les pièces d’horlogerie, de formes très variables, présentent généralement des coins rentrants ou sortants qui ajoutent à la difficulté de l’anglage. Dans l’horlogerie haut de gamme, il n’est pas rare de multiplier les coins sans réelle nécessité.
Au-delà de la fonctionnalité, les formes répondent à des choix esthétiques personnalisés.
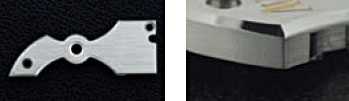
Le coin rentrant (1)

Un coin est rentrant lorsque deux chanfreins se rejoignent vers l’intérieur.
L’intersection doit être nette, avec une seule ligne formée au point de rencontre.
Ce type de coin est le plus difficile à réaliser, d’autant plus difficile que la pointe est aiguë. Il nécessite des mains expertes.
Actuellement, aucune machine ne permet de le réaliser.
Le coin arrondi (2)

Ce coin rentrant est arrondi à l’intersection des chanfreins. On comprend aisément la moindre difficulté d’exécution.
Le coin sortant (3)

C’est un angle formé par deux chanfreins qui se rencontrent vers l’extérieur.
Ce coin doit être vif, non émoussé ni arrondi, pour être digne d’un travail manuel de la plus haute qualité.
S’il est possible de réaliser la plupart des angles à la machine, les coins rentrants font immanquablement exception. Ils révèlent le degré de maîtrise du fait main qui, dans tous les cas, confère au mouvement un caractère inimitable.
L’ANGLAGE, LES MÉTHODES
Les méthodes modernes
L’usinage
Actuellement les angles ou chanfreins peuvent être formés directement par usinage ( fraiseuses CNC ) 1

Ensuite le polissage est réalisé chimiquement, mécaniquement ou avec des brosses.
La méthode est satisfaisante pour la production en série, les angles sont propres et réguliers. Elle n’est cependant pas adaptée aux coins rentrants qui, selon cette méthode, ressortent arrondis et doivent être « vidés » à la lime.
Le diamètre des fraises est toujours trop important pour réaliser des arêtes vives.
L’étampage (3)
Utilisé pour les grandes séries, l’étampage permet de former et de polir directement les angles.
Cette méthode industrielle ne nécessite pas de savoir-faire particulier.
En réduisant considérablement le temps de travail, elle est de la plus haute rentabilité.
Mais, en toute logique, les pièces sont strictement identiques, sans la moindre « patte » artistique.
Les méthodes artisanales
L’anglage à la main, c’est du talent et… beaucoup de temps !
Du temps pour la réalisation :
Certaines pièces peuvent requérir jusqu’à 10 heures de travail.


Du temps pour la formation:
Les artisans angleurs sont aujourd’hui très rares car il n’existe pas de filière de formation pour ce métier. Seules quelques notions sont enseignées dans les écoles d’horlogerie. Pour pallier à ce manque, les manufactures horlogères organisent la formation en interne ; une formation à l’ancienne, de maître à élève.
Il faut compter environ une année pour faire d’un apprenti doué un bon angleur. Encore lui faudra-t-il se perfectionner tout au long de sa carrière.
Cabrons, brunissoirs, pierres et tourets à polir sont les outils usuels de l’angleur
L’anglage au brunissoir
L’anglage au brunissoir est le plus manuel qui soit. Il s’effectue à l’aide de limes et de divers outils, recouverts ou non de substances abrasives.
Le processus :
Après finition des flancs, les angles sont formés ou finalisés à la lime (1).
Puis, en veillant à ne pas créer de vrillage, les marques perpendiculaires laissées par la lime sont effacées en tirant des traits sur la longueur (2).
La surface obtenue est alors adoucie en passant une pierre fine, taillée en fonction de la pièce (3).
Ensuite, tout en prenant soin de ne pas arrondir les arêtes et les coins, la surface est unifiée à l’aide d’outils recouverts d’abrasifs de plus en plus fins ( cabrons ) (4).
A ce stade du travail, il est important de débarrasser la pièce de tout résidu abrasif qui pourrait la rayer.
Le brunissage est un procédé de polissage par lequel on écrouit la matière avec un outil en acier trempé. (5)
En dernier lieu, le polissage est affiné en passant une pâte diamant à l’aide d’une cheville de bois (6) jusqu’à l’obtention de l’éclat final.



L’anglage à la meule de bois
La meule de bois permet de finaliser l’anglage. Elle est utilisée pour polir des angles préalablement formés.
Le polissage s’effectue sur un touret équipé de meules chargées de diamantine.

Cette technique nécessite une grande maîtrise car, contrairement à la méthode au brunissoir, la quantité de matière enlevée est considérable. Toute erreur est difficile à rattraper (7, 8).
Avantage
Un anglage de qualité est ainsi obtenu plus rapidement.
Inconvénient
Les découpes intérieures ne peuvent pas être atteintes.
Pour celles-ci, un brunissoir est utilisé et, de préférence, sur le pourtour complet afin de respecter la cohérence esthétique.

L’anglage machine est productif et donne un aspect net, soigné, relativement satisfaisant. Toutefois, si l’on considère qu’un objet doit se distinguer par le soin apporté à la finition des moindres détails, l’anglage main apparaît comme une évidence.
Les « imperfections » de l’anglage artisanal sont les signes de l’authenticité du fait main et dépendent du savoir faire. Ainsi, chaque pièce est unique et personnalisée.
L’anglage est un métier rare et délicat permettant de mettre en évidence l’authenticité du fait main.
Cette finition très minutieuse est, sans nul doute, l’élément le plus déterminant en matière d’esthétique.
Textes de Caroline Sermier sur l’initiative de Giulio Papi
Mars 2007