La finition des flancs est une exigence du haut de gamme dépassant largement le simple ébavurage. elle doit être d’autant plus irréprochable qu’elle détermine la qualité de l’anglage. L’excellence d’un anglage dépend, en effet , de la qualité du flanc .
Les flancs, préambule
Outre la nécessité d’éliminer les attaches, les marques d’usinage et les bavures, il s’agit de donner aux flancs ( parties latérales d’une pièce ) une apparence lisse, nette, sans vague ni imperfection de forme qui se répercuteraient inévitablement sur la qualité des chanfreins.
La finition des flancs est en outre une prévention contre la corrosion.

Dans le haut de gamme, les pièces produites en petites séries sont généralement usinées par fraisage* ou électroérosion*. Après ce type d’usinage, le flanc des pièces est brut (1) avec des restes d’attaches et des marques d’usinage inesthétiques qu’il faut impérativement retoucher.
Fraisage : ce système permet de réaliser des pièces mécaniques de précision grâce à un outil en acier trempé à arêtes coupantes. L’enlèvement de métal est réalisé par deux mouvements conjugués : un mouvement de coupe de l’outil fraise, entraîné par la broche de la machine et un mouvement d’avance de la pièce fixée sur la table.
Electroérosion : avec ce procédé, la pièce à usiner est placée au fond d’un bac de pétrole, relié au pôle positif d’une source de courant continu. Une électrode de cuivre, façonnée selon la forme à reproduire, est reliée au pôle négatif. De cette électrode jaillissent des étincelles qui rongent les parties à usiner.
À noter que les pièces étampées n’ont pas d’attache. Toutefois, dans le haut de gamme, elles seront retouchées manuellement pour des raisons esthétiques.
La finition satinée est de rigueur avec, impérativement, des arêtes vives formées avec les faces.
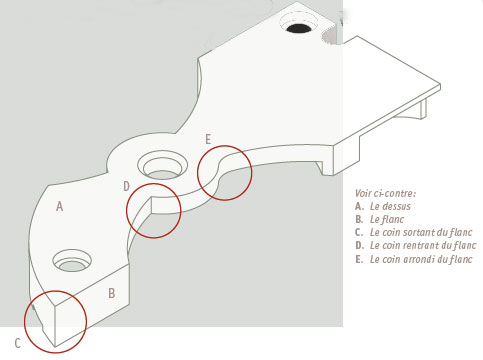
A PROPOS DES COINS
L’état initial des coins varie en fonction des procédés de fabrication des pièces :

Coin de flancs rentrant (2).

Il désigne l’intersection des deux flancs vers l’intérieur.
Après un usinage par fraisage, le coin n’est jamais correctement formé. Il doit être repris avec une lime affûtée en fonction de la forme de la pièce. En revanche, les étampages* et usinage par électroérosion permettent d’évider directement les coins.
Coin de flancs sortant (3, 4).
 |  |
L’intersection des flancs forme un angle vif vers l’extérieur. Ce type de coin saillant est obtenu par étampage, par fraisage ou encore à la lime.
Coin de flancs arrondi (5)

Les flancs se rejoignent et forment un arrondi vers l’extérieur ou l’intérieur.
Ce type de coin peut être usiné par étampage, électroérosion, fraisage ou même à la lime.
Dans tous les cas, le haut de gamme nécessite des opérations de finition à la main.
Étampage :

Cette méthode de fabrication de grande précision a révolutionné la production de la montre en permettant de découper et former la quasi totalité des pièces qui la compose, en grande quantité de pièces semblables et interchangeables.
Les flancs, les méthodes
Dans la plupart des cas, la finition des flancs relève de procédés traditionnels exécutés à la main.
LA MÉTHODE MODERNE

Les pièces fabriquées en grandes séries par étampage, donc sans attache, présentent des flancs réguliers.
S’ils sont tout à fait acceptables pour le moyen de gamme, le haut de gamme requiert des exigences bien supérieures.
Après l’étampage, il est toujours possible de personnaliser les pièces et d’améliorer la qualité des flancs en procédant à un satinage artisanal.
LA MÉTHODE ARTISANALE
PRéPARATION
La première phase de la préparation consiste à supprimer, à la lime, les attaches et toutes les marques de fabrication inesthétiques sur le flanc (1).
Il est ensuite repris, manuellement, avec différentes sortes de limes, pour lisser sa surface et supprimer toutes les imperfections.
La surface du flanc doit être parfaitement plane et régulière pour obtenir un bel anglage.
Un flanc ondulé entraîne immanquablement un chanfrein ondulé.
SATINAGE
La préparation à la lime laisse des marques et des stries sur la surface du flanc.
Un satinage soiné vient unifier et adoucir cette surface à l’aide de pierres Dégussit (2) et de cabrons (3) de plus en plus fins, en fonction de l’état de surface désiré.
Cette méthode classique est la méthode traditionnelle par excellence. Elle est sans limite et sans contrainte.
Dans le cas des montres squelettes, un grattoir* peut rendre la surface du flanc plus brillante.
Grattoir : petit outil à lame tranchante utilisé là où la lime ne peut pas accéder.



VARIANTE
Après une préparation identique ( suppression des attaches et planage à la lime ), le satinage des flancs peut être réalisé à la meule diamant ou pierre synthétique préalablement adaptée sur un micro moteur (4).
Cette méthode de satinage est plus rapide et donne de très bons résultats à condition de maîtriser parfaitement l’outil.
En effet, la quantité de matière enlevée étant relativement importante, il est beaucoup plus difficile de rattraper un éventuel dérapage.
L’ASPECT DU FLANC DOIT ETRE IRREPROCHABLE : D’APPARENCE LISSE, NETTE, SANS VAGUE. IL NE DOIT COMPORTER AUCUNE IMPERFECTION DE FORME QUI ALTERERAIT INEVITABLEMENT L’EXCELLENCE DE L’ANGLAGE.
A PROPOS DES LIMES
La lime à section ronde (A). Appelée également queue de rat, elle est utilisée pour les formes creuses et les coins arrondis de petit diamètre.
La lime feuille de sauge (B). Elle est employée pour les formes creuses de plus grand diamètre.
La lime plate (C). Elle est recommandée pour les surfaces plates et bombées.
L’angleur devra modifier et adapter les limes pour certaines formes spécifiques ou pour l’évidage des coins rentrants.



Textes de Caroline Sermier sur l’initiative de Giulio Papi
Mai 2007